Advanced Plastic Injection Molding Technology
A comprehensive guide to the complete process of plastic injection molding, from technical preparation to post-processing, showcasing industry-leading practices and parameters.
Plastic Injection Molding Process Flow
1. Technical Preparation
The foundational phase ensuring successful plastic injection molding production.
2. Process Parameters
Critical variables that control the plastic injection molding process.
3. Parameter Setting
Scientific methodology for establishing optimal plastic injection molding conditions.
4. Post-Processing
Final treatments to enhance quality and performance of plastic injection molding products.
Technical Preparation for Plastic Injection Molding
Technical preparation constitutes the foundation of successful plastic injection molding production—its core goal is to lay the groundwork for the stable operation of plastic injection molding machines, as the entire injection process relies on the equipment’s precise performance. This phase encompasses all activities required before actual production begins (e.g., confirming machine status, calibrating process parameters for specific molds), ensuring that every aspect of the plastic injection molding process is properly planned and executed.
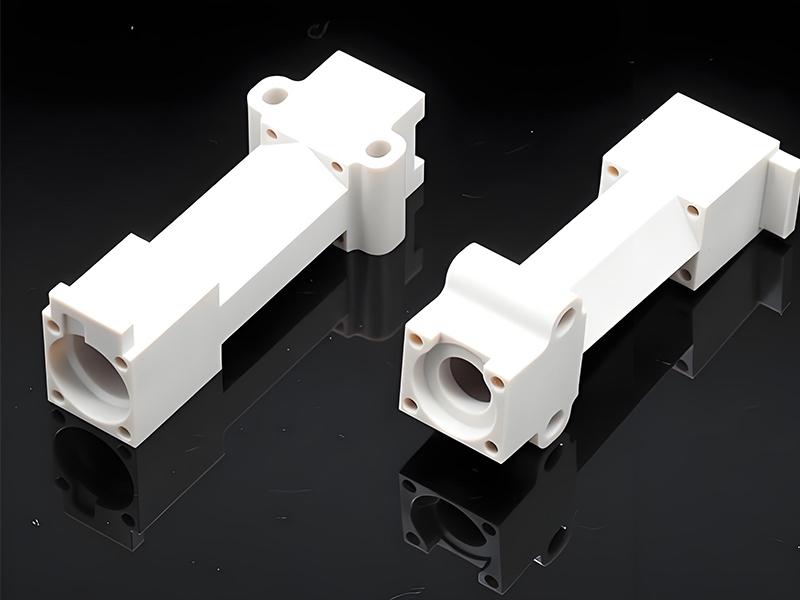
The first step in technical preparation involves a comprehensive analysis of the part design. Engineers must carefully review the 3D models and 2D drawings to ensure they are suitable for plastic injection molding. This includes checking wall thickness uniformity, draft angles, fillets, ribs, and other design features that impact moldability. Any design flaws identified at this stage can be corrected before mold fabrication, saving significant time and costs.
Material selection is another critical aspect of technical preparation in plastic injection molding. The choice of polymer resin depends on numerous factors including mechanical properties, chemical resistance, temperature resistance, optical properties, and cost. Engineers must also consider the material's flow characteristics, shrinkage rate, and compatibility with the intended mold design. Common materials used in plastic injection molding include polyethylene (PE), polypropylene (PP), acrylonitrile butadiene styrene (ABS), polyvinyl chloride (PVC), and polycarbonate (PC).
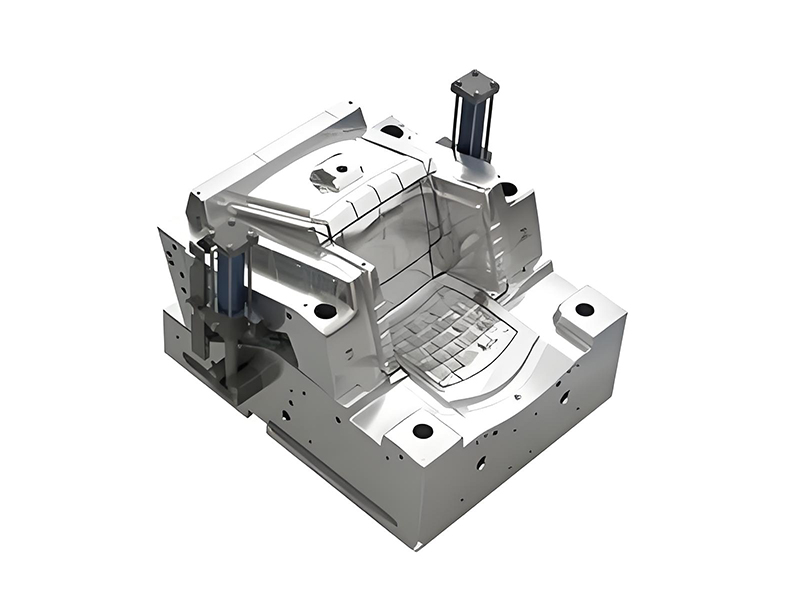
Mold design and analysis represent the most complex and critical elements of technical preparation for plastic injection molding. The mold design must account for part geometry, material characteristics, cooling requirements, gate location, ejection system, and venting. Computer-aided design (CAD) software is used to create detailed mold designs, while computer-aided engineering (CAE) tools such as mold flow analysis software simulate the plastic injection molding process to predict and prevent potential issues like air traps, weld lines, and uneven filling.
Prototyping is often an essential step in technical preparation. Creating a physical prototype using 3D printing or CNC machining allows for design verification and functional testing before committing to expensive mold fabrication. This iterative process helps refine the design and ensures that the final product meets all specifications when produced via plastic injection molding.
Process planning is also conducted during technical preparation, involving the selection of appropriate injection molding machine parameters based on material properties and part requirements. This includes estimating clamp force, shot size, injection pressure, and other critical parameters that will guide the actual production process.
Finally, technical preparation includes the development of quality control standards and inspection procedures. This ensures that every part produced through plastic injection molding meets the required specifications and performance criteria. Inspection plans typically include dimensional checks, visual inspections, and functional testing protocols.
Technical Preparation Workflow
- Part design analysis and optimization for plastic injection molding
- Material selection based on application requirements
- Mold design and engineering analysis
- Prototyping and design validation
- Process parameter planning for plastic injection molding
- Quality control standards development
Material Selection Criteria for Plastic Injection Molding
Process Parameters in Plastic Injection Molding
Process parameters are the critical variables that control the plastic injection molding process (used with a plastic injection molding press), directly influencing the quality, consistency, and efficiency of production. Mastering these parameters is essential for achieving optimal results in plastic injection molding.
Temperature parameters represent some of the most fundamental variables in plastic injection molding. Barrel temperature must be precisely controlled to ensure proper melting of the polymer resin without causing thermal degradation. The barrel is typically divided into zones, each with progressively higher temperatures as the material moves toward the nozzle. Nozzle temperature is usually set slightly lower than the front barrel zone to prevent drooling while maintaining proper flow.
Mold temperature is another critical thermal parameter in plastic injection molding, affecting both the quality of the final part and the production cycle time. Mold temperature controls the cooling rate of the molten plastic, influencing part dimensions, surface finish, and internal stress. Higher mold temperatures generally result in better surface finish, reduced stress, and increased cycle time, while lower temperatures have the opposite effects.
Injection speed and pressure are primary mechanical parameters in plastic injection molding. Injection speed determines how quickly molten plastic fills the mold cavity, with faster speeds often producing better surface finish and reducing weld lines. However, excessively high speeds can cause problems like flash, air entrapment, and excessive shear heating.
Injection pressure must be sufficient to overcome the resistance to flow as the molten plastic travels through the nozzle, sprue, runners, gates, and into the mold cavity. Packing pressure and holding time are additional pressure-related parameters in plastic injection molding. Packing pressure is applied after the mold cavity is filled to compensate for material shrinkage, ensuring that the cavity remains filled as the plastic cools and solidifies. Holding time must be sufficient to allow the gate to freeze, preventing backflow.
Screw speed and back pressure are important parameters related to plasticizing the material in plastic injection molding. Screw speed affects the rate at which material is melted and mixed, with higher speeds generally increasing shear and heat generation. Back pressure is the resistance applied to the screw as it rotates and后退, affecting melt uniformity and degassing of the molten plastic.
Cooling time is a critical parameter that directly impacts cycle time and part quality in plastic injection molding. It represents the time required for the plastic part to cool sufficiently to be ejected from the mold without deformation. Cooling time is influenced by part thickness, material thermal properties, and mold temperature, and typically constitutes the largest portion of the total cycle time.
Other important parameters in plastic injection molding include shot size, which is the volume of material injected into the mold, and clamp force, which must be sufficient to keep the mold closed against the injection pressure to prevent flash. The proper balance of all these parameters is essential for successful plastic injection molding production.

Key Process Parameters
Temperature Parameters
- Barrel zone temperatures
- Nozzle temperature
- Mold temperature
- Melt temperature
Pressure Parameters
- Injection pressure
- Packing pressure
- Back pressure
- Clamp force
Time Parameters
- Injection time
- Packing/holding time
- Cooling time
- Cycle time
Speed Parameters
- Injection speed
- Screw rotation speed
- Ejection speed
Parameter Relationships in Plastic Injection Molding
Setting of Process Parameters in Plastic Injection Molding
The proper setting of process parameters is crucial for achieving consistent, high-quality results in plastic injection molding, integral to injection molding tooling. This systematic process involves establishing optimal values for all critical variables based on material properties, part design, and mold characteristics.
The parameter setting process in plastic injection molding typically begins with establishing the appropriate temperature profile. This starts with the recommended melt temperature range for the specific material being processed, which is usually provided by the resin manufacturer. The barrel temperature zones are then set to gradually increase from the rear to the front, ensuring proper melting without thermal degradation.
Mold temperature setting is determined based on several factors including material type, desired surface finish, and part geometry. For amorphous polymers used in plastic injection molding, mold temperatures are generally set lower (30-60°C) than for semi-crystalline polymers (60-120°C), which require higher temperatures to promote proper crystallization. Mold temperature settings may also vary across different regions of the mold to ensure uniform cooling of complex parts.
Injection pressure setting in plastic injection molding follows a systematic approach, starting with an initial pressure sufficient to fill the mold cavity. This pressure is gradually increased until complete filling is achieved without excessive pressure that could cause flash or stress. The relationship between injection pressure and speed is critical, as they work together to control the flow rate of molten plastic into the mold.
Setting the correct injection speed profile is often done in stages for complex parts in plastic injection molding. A multi-stage speed profile allows for optimal filling of different sections of the mold, with slower speeds used for thin sections or intricate details and faster speeds for larger, thicker areas. This approach helps prevent issues like jetting, air entrapment, and uneven filling.
Packing pressure and time settings in plastic injection molding are determined based on material shrinkage characteristics. Packing pressure is typically set at 50-80% of the injection pressure and applied until the gate freezes off. The holding time is established by gradually increasing it until no additional improvement in part weight or dimensional stability is observed.
Screw speed and back pressure settings in plastic injection molding are optimized to achieve proper plasticization and melt quality. Screw speed is generally set to achieve a plasticizing rate that matches the required cycle time, while back pressure is adjusted to ensure uniform melt temperature and consistency. Higher back pressures improve mixing but increase cycle time and energy consumption.
Cooling time setting in plastic injection molding is determined by the thickest section of the part, with a general rule of thumb being 10-15 seconds per mm of thickness for most materials. The cooling time is optimized to ensure the part can be ejected without deformation while minimizing overall cycle time.
Modern plastic injection molding machines often feature advanced control systems that facilitate parameter setting through automated processes and saved recipes. However, even with these systems, operator expertise is essential for fine-tuning parameters to achieve optimal results. The parameter setting process is typically iterative, involving systematic adjustments based on part quality observations and measurements.
Statistical process control (SPC) is often employed in plastic injection molding to monitor parameter stability and ensure consistent production. By establishing control limits for each critical parameter, deviations can be detected early, allowing for corrective action before quality issues occur. This data-driven approach to parameter setting and maintenance is essential for high-volume, high-quality plastic injection molding production.
Parameter Setting Methodology
-
1
Establish Baseline Parameters
Start with material manufacturer recommendations and mold specifications
-
2
Optimize Temperature Profile
Set barrel and mold temperatures based on material characteristics
-
3
Set Injection Parameters
Establish pressure and speed settings for proper mold filling
-
4
Adjust Packing and Holding
Optimize pressure and time to minimize shrinkage and warpage
-
5
Fine-Tune Screw Parameters
Set speed and back pressure for optimal melt quality
-
6
Optimize Cooling Time
Balance part quality requirements with production efficiency
-
7
Validate and Document
Confirm settings through testing and establish process documentation
Parameter Optimization Process in Plastic Injection Molding
Post-Processing of Plastic Injection Molded Parts
Post-processing, a key step in mold injection manufacturing, encompasses all operations performed on plastic injection molding parts after they are ejected from the mold. These processes are essential for achieving the final desired properties, appearance, and functionality of the finished products.
One of the most common post-processing steps in plastic injection molding is the removal of sprues, runners, and gates. These are the channels through which molten plastic flows into the mold cavity and are typically separated from the part during ejection or immediately afterward. Depending on the part design and production volume, this can be done manually with trimming tools or automatically with robotics or specialized trimming machines. The goal is to achieve a clean, uniform edge where the gate was attached to the part.
Deburring is another important post-processing operation in plastic injection molding, involving the removal of sharp edges, burrs, or flash that may have formed during the molding process. This not only improves the appearance of the part but also enhances safety by eliminating sharp edges that could cause injury during handling or use. Deburring can be done manually with abrasive tools, through tumbling processes, or using automated equipment for high-volume production.
Surface finishing processes are often employed in plastic injection molding to enhance the appearance or functionality of parts. These can include polishing to achieve a high-gloss finish, sandblasting for a matte texture, or laser engraving for decorative or functional marking. Painting and printing are also common surface treatments, allowing for color customization, branding, or the application of protective coatings.
Assembly operations frequently constitute a significant portion of post-processing in plastic injection molding. This can involve joining multiple injection molded components together using techniques such as ultrasonic welding, heat staking, adhesive bonding, or mechanical fasteners. The choice of assembly method depends on factors including material compatibility, strength requirements, production volume, and cost considerations.
Heat treatment processes are sometimes used in plastic injection molding post-processing to modify the properties of certain materials. For example, annealing can reduce internal stresses in parts, improving dimensional stability and reducing the risk of warpage over time. This process involves heating the parts to a specific temperature below the material's melting point, holding them at that temperature for a defined period, and then allowing them to cool gradually.
For plastic injection molding parts requiring specific functional properties, various secondary operations may be performed. These can include inserting metal threads or other inserts, applying protective films or coatings, or adding gaskets or other components. In some cases, machining operations like drilling, milling, or turning may be necessary to achieve tight tolerances on specific features that cannot be accurately produced through the molding process alone.
Quality inspection is an integral part of post-processing in plastic injection molding, ensuring that all parts meet the required specifications before proceeding to final assembly or shipping. This can involve dimensional measurements using coordinate measuring machines (CMMs), visual inspections for surface defects, functional testing to verify performance, and material testing to confirm properties.
Packaging is the final post-processing step in plastic injection molding, preparing parts for storage, transportation, and eventual use. Proper packaging protects parts from damage during handling and shipping, prevents contamination, and may include labeling for identification and tracking. For high-volume production, automated packaging systems are often employed to maximize efficiency.
The selection of appropriate post-processing steps in plastic injection molding depends on numerous factors including part design, material characteristics, functional requirements, aesthetic considerations, and production volume. Optimizing the post-processing workflow is essential for maximizing efficiency, minimizing costs, and ensuring consistent quality in plastic injection molding production.

Common Post-Processing Techniques
Trimming & Deflashing
Removal of excess material from gates, sprues, and flash
Deburring
Elimination of sharp edges and surface imperfections
Surface Finishing
Painting, polishing, texturing, and decorative treatments
Assembly
Welding, bonding, and joining of multiple components
Heat Treatment
Annealing to reduce internal stresses and improve stability
Quality Inspection
Dimensional, visual, and functional testing procedures
Packaging
Protective packaging for storage, transportation, and distribution of plastic injection molding products
Post-Processing Workflow for Plastic Injection Molding
Summary of Plastic Injection Molding Process
The plastic injection molding process is a complex manufacturing method that requires careful attention to each phase from technical preparation through post-processing. By understanding and optimizing each stage, manufacturers can produce high-quality, consistent plastic components efficiently and cost-effectively. Related lithium battery technology.
Technical Preparation
Laying the foundation for successful plastic injection molding through design, material selection, and planning.Related Hydraulic Spare Parts.
Process Parameters
Critical variables controlling temperature, pressure, speed, and time in plastic injection molding.Electronic shelf labels
Parameter Setting
Scientific methodology for establishing optimal conditions for plastic injection molding
Post-Processing
Final operations to enhance quality, appearance, and functionality of plastic injection molding products Optical Transceiver.