The field of injection molding has evolved significantly over the past few decades, driven by the increasing demands for higher precision, better surface quality, and more complex part geometries across various industries. From medical devices to aerospace components, modern manufacturing relies heavily on advanced injection molding techniques that can meet stringent specifications. This page explores the most sophisticated processes in the industry, including specialized methods like metal injection molding that bridge the gap between plastic and metal manufacturing.
Each technology presented here represents the pinnacle of engineering expertise, offering unique solutions to specific manufacturing challenges. Whether producing micro-components with tolerances measured in microns or creating large, complex parts with consistent quality, these advanced processes enable manufacturers to push the boundaries of what's possible.
Precision Injection Molding Process
Precision Injection Molding Process represents the highest standard in manufacturing, where parts are produced with extremely tight tolerances, typically ranging from ±0.001 to ±0.0005 inches. This level of precision is critical for industries such as medical, aerospace, and electronics, where even the smallest deviation can cause component failure.
The process begins with specialized mold design, often utilizing computer-aided engineering (CAE) software to simulate flow patterns, cooling efficiency, and potential defects before production. Unlike conventional molding, precision processes require stricter control over every variable, including temperature, pressure, and cycle times.
Advanced machinery equipped with closed-loop feedback systems continuously monitors and adjusts parameters during production. This ensures consistent quality across thousands or even millions of parts. Materials used in precision molding are carefully selected for their stability, as even minor variations in material properties can affect dimensional accuracy.
What sets precision injection molding apart is its ability to produce complex geometries with minimal post-processing. This not only reduces production time but also minimizes the risk of introducing errors during secondary operations. The technology shares similarities with metal injection molding in its focus on dimensional accuracy, though it specializes in plastic materials.
Quality control is paramount in precision molding, with automated inspection systems using laser measurement and machine vision to verify critical dimensions. Statistical process control (SPC) methods analyze production data in real-time, identifying trends before they result in defective parts.
Applications include microelectronics components, medical devices such as insulin pumps and surgical instruments, aerospace sensors, and precision gears. The automotive industry also relies heavily on precision injection molding for fuel system components and advanced driver-assistance systems (ADAS) parts.
Recent advancements in precision molding have been driven by the miniaturization trend across industries. As components become smaller while incorporating more functionality, the demands on molding processes increase exponentially. This has led to innovations in micro-molding techniques that can produce features smaller than 0.1mm with exceptional accuracy.
Like metal injection molding, precision plastic molding requires specialized expertise in material science, mold design, and process engineering. The combination of these disciplines results in manufacturing capabilities that meet the most demanding specifications in modern industry.
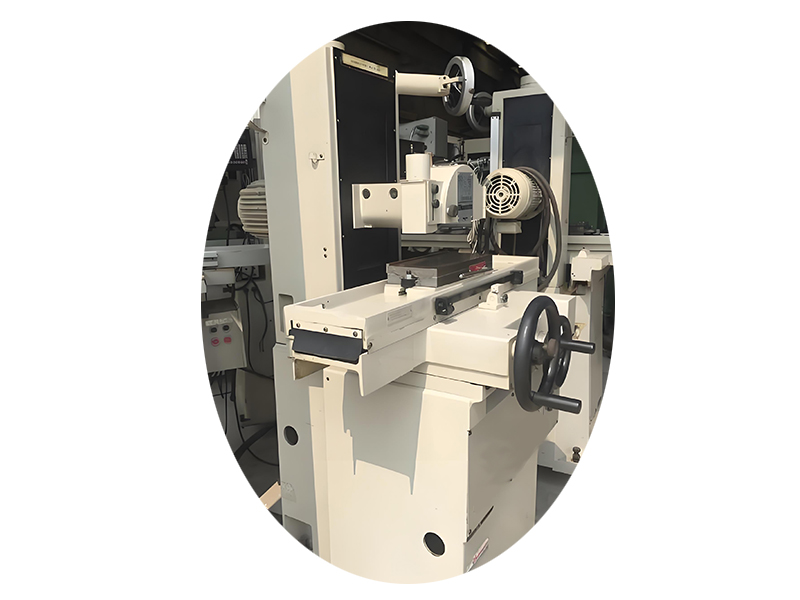
Precision Molding Equipment
High-precision machinery with advanced control systems capable of maintaining tolerances within microns
Key Tolerances Comparison
High-gloss & Mark-free Injection Molding Process
The High-gloss & Mark-free Injection Molding Process is a specialized technique designed to produce plastic parts with exceptional surface quality, eliminating the need for secondary painting or finishing operations. This not only reduces production costs but also improves environmental performance by eliminating volatile organic compounds (VOCs) from paint processes.
The process relies on precise control of mold temperature during the injection phase. Unlike conventional molding where molds are kept relatively cool, high-gloss molding uses dynamically controlled mold temperatures that reach or exceed the glass transition temperature of the plastic material. This allows the molten plastic to fully replicate the mold's surface finish before being gradually cooled.
Several approaches are used to achieve the necessary temperature control, including steam heating, induction heating, and electric heating. Each method has its advantages, with steam heating being particularly effective for large molds and induction systems offering faster response times.
A critical aspect of this process is the mold's surface finish, which must be mirror-perfect to achieve the desired high-gloss result on the final part. Mold polishing techniques can achieve surface finishes as low as 0.02μm Ra, creating parts that rival the appearance of painted or chrome-plated components.
While primarily used for plastic components, the principles of achieving flawless surface finishes in high-gloss molding share similarities with metal injection molding processes that require superior surface quality before sintering. Both technologies demonstrate how precise process control can eliminate the need for secondary finishing operations.
Materials commonly used in high-gloss molding include ABS, PC/ABS blends, PMMA, and polycarbonate. These materials are chosen for their ability to maintain high surface quality during the temperature cycles involved in the process.
Applications are widespread across consumer electronics, automotive interiors, home appliances, and cosmetic packaging. For example, smartphone cases, automotive dashboard components, and high-end audio equipment often utilize this technology to achieve premium aesthetics without environmental drawbacks.
The mark-free aspect of this process is particularly valuable, as it eliminates common defects such as flow lines, weld lines, and sink marks that can mar surface appearance. This is achieved through optimized gate design, controlled filling patterns, and precise pressure management during the packing phase.
Recent innovations in high-gloss molding include the integration of in-mold decoration (IMD) and in-mold labeling (IML) technologies, allowing for complex patterns and designs to be applied during the molding process while maintaining the high-gloss finish. This further expands the design possibilities while maintaining production efficiency.

High-gloss Finished Parts
Parts produced without secondary finishing, showcasing mirror-like surface quality
Temperature Profile Comparison
Multi-stage Injection Molding Process
The Multi-stage Injection Molding Process represents a sophisticated approach to handling complex part geometries and challenging material behaviors by dividing the injection phase into several controlled stages. Each stage is characterized by specific pressure and speed parameters optimized for a particular phase of the filling or packing process.
Traditional injection molding uses a single set of parameters for the entire filling phase, which can lead to defects in complex parts. Multi-stage molding addresses this by implementing carefully designed pressure and speed profiles that adapt to the changing conditions as molten plastic flows through the mold cavity.
The first stage typically involves high-speed injection to quickly fill most of the mold cavity while minimizing cooling effects. Subsequent stages reduce speed and adjust pressure to control flow front advancement, particularly in thin-walled sections or complex geometries where excessive pressure could cause flash or stress concentrations.
The packing phase in multi-stage processes is equally sophisticated, with multiple pressure stages designed to compensate for material shrinkage in different areas of the part. This is especially critical for parts with varying wall thicknesses, where uniform packing would be impossible with a single pressure setting.
What makes multi-stage injection molding particularly powerful is its ability to be precisely tailored to each part design and material combination. Modern molding machines can program 10 or more stages, each with independent pressure and speed controls, allowing for extremely precise process optimization.
This technology finds applications in producing parts with complex geometries, such as automotive structural components, medical devices with intricate features, and industrial parts requiring both strength and dimensional stability. The principles of staged pressure control are also evident in advanced metal injection molding processes, where precise control of material flow is essential for complex metal parts.
The development of multi-stage processes has been enabled by advancements in machine control systems, including high-speed processors and sophisticated sensors that can monitor and adjust parameters in real-time. This level of control allows for consistent production even when processing materials with challenging flow characteristics.
Implementing a successful multi-stage process requires extensive process analysis and often involves computer simulation to develop the optimal pressure and speed profile. Once established, these profiles can be stored and reused, ensuring consistent quality across production runs.
Benefits of multi-stage injection molding include reduced cycle times, improved part quality, reduced material waste, and the ability to produce more complex parts than would be possible with conventional processes. As with metal injection molding, the key advantage lies in the precise control over material behavior during the forming process.
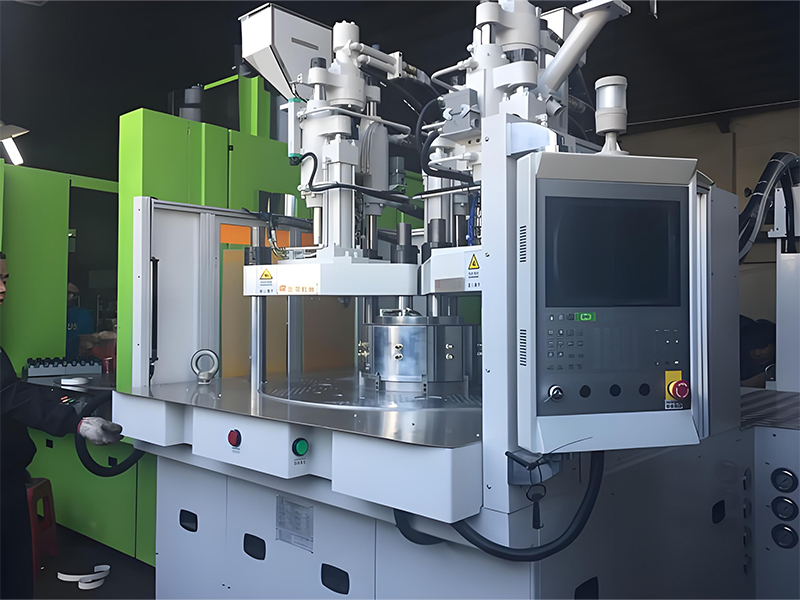
Multi-stage Control System
Advanced machine interface displaying programmable pressure and speed stages
Injection Stage Parameters
Injection Molding Process for Transparent Plastics
The Injection Molding Process for Transparent Plastics is a specialized technique designed to produce parts with exceptional optical clarity, minimal distortion, and consistent light transmission properties. This demanding process requires precise control over materials, equipment, and processing parameters to achieve the high optical standards required for applications such as lenses, medical devices, and display components.
Material selection is critical in transparent molding, with polymethyl methacrylate (PMMA), polycarbonate (PC), polystyrene (PS), and cyclic olefin copolymer (COC) being the most commonly used. Each material offers different optical properties, impact resistance, and temperature resistance, making them suitable for specific applications.
One of the primary challenges in transparent plastic molding is avoiding defects that would compromise optical quality, such as bubbles, flow lines, haze, and particulate contamination. To address this, materials are often pre-dried to remove moisture, which can cause bubbles when heated. Specialized hopper dryers with dew point control are typically used to achieve moisture levels below 0.02%.
Mold design for transparent parts focuses on achieving uniform wall thickness and gradual transitions to prevent flow lines and stress concentrations that can cause optical distortion. Gates are strategically positioned to minimize weld lines, which are particularly visible in transparent parts. When weld lines are unavoidable, special techniques such as increasing mold temperature at the weld line location can help improve optical quality.
Processing parameters are carefully controlled to prevent material degradation, which would cause yellowing or haze in the final part. This includes precise temperature control of the barrel zones and nozzle, as well as optimized screw rotation speeds to minimize shear heating.
While transparent molding is primarily associated with plastics, similar principles of defect-free processing apply to metal injection molding applications where final part surface finish is critical for optical applications or light reflection properties.
The cooling phase is particularly important in transparent molding, as uneven cooling can introduce internal stresses that cause birefringence (optical distortion when viewed through polarized light). Uniform cooling is achieved through carefully designed cooling channels that maintain consistent mold temperature across all areas of the part.
Applications for transparent injection molded parts include automotive lighting, medical diagnostic equipment, optical lenses, display screens, packaging for high-end consumer goods, and various sensor components. Each application has specific optical requirements, from light transmission percentage to refractive index and scratch resistance.
Quality control in transparent molding often involves sophisticated optical testing equipment, including spectrophotometers for measuring light transmission, haze meters, and goniophotometers for analyzing light distribution in lighting components. These tools ensure that parts meet the strict optical specifications required by their intended application.
Advancements in this field include the development of multi-material transparent parts, where different optical properties can be achieved in different sections of a single component. This has opened new possibilities in lighting design and optical systems, much like how advanced metal injection molding techniques have expanded the design possibilities for metal components.
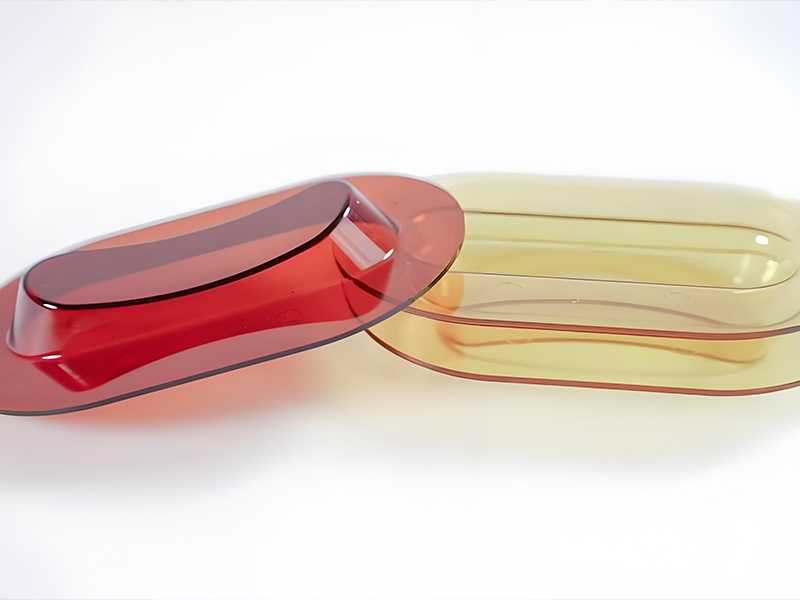
Optical Grade Components
Precision-molded transparent parts demonstrating exceptional clarity and light transmission
Transparent Material Properties
Two-color Injection Molding Technology
Two-color Injection Molding Technology enables the production of plastic parts with two different colors or materials in a single manufacturing process. This advanced technique eliminates the need for assembly operations, reduces production time, and creates design possibilities that would be impossible with conventional molding methods.
The process typically involves specialized injection molding machines with two separate injection units and a rotating mold system. In the first stage, the first material (or color) is injected into one half of the mold, creating the first part of the component. The mold then rotates (or indexes) to position the partially formed part into alignment with the second injection unit, which injects the second material. The two materials bond together during the process, creating a single integrated part.
There are two primary configurations for two-color molding machines: horizontal and vertical. Horizontal machines feature two injection units positioned at 180 degrees from each other, with a rotating platen that turns the mold 180 degrees between injections. Vertical machines typically have one vertical and one horizontal injection unit, with the mold rotating 90 degrees between stages.
Material compatibility is a key consideration in two-color molding, as the two materials must bond properly during the process. This can be achieved through chemical bonding, mechanical interlocking, or a combination of both. Designers work closely with material specialists to select compatible material pairs that will form a strong bond while meeting the functional requirements of the part.
While two-color molding is most commonly associated with combining different colored plastics, it can also combine materials with different properties, such as rigid and flexible plastics. This allows for the creation of parts with both structural rigidity and flexible elements, such as handles with soft-grip surfaces or electronic enclosures with integrated gaskets.
The technology finds applications across numerous industries, including automotive (dashboard components with different textures and colors), consumer electronics (phone cases with decorative elements), medical devices (parts with color-coded sections for identification), and housewares (kitchen tools with ergonomic grips).
Two-color molding requires sophisticated mold design to ensure proper alignment between the two stages of injection and to prevent flash between the two materials. The mold must also incorporate proper venting to avoid trapped air, which can cause defects in either the first or second material.
Quality control in two-color molding focuses on ensuring proper bonding between materials, consistent color distribution, and precise alignment of the two components. Automated inspection systems often use vision technology to verify both dimensional accuracy and cosmetic quality.
Like metal injection molding, which can sometimes incorporate multiple materials or material grades, two-color plastic molding pushes the boundaries of what can be achieved in a single manufacturing process, reducing assembly steps and improving part integrity through monolithic construction.
Advanced variations of this technology include multi-color molding with three or more materials, achieved through more complex rotating mold systems or sequential injection processes. These advancements continue to expand the design possibilities for plastic components across industries.
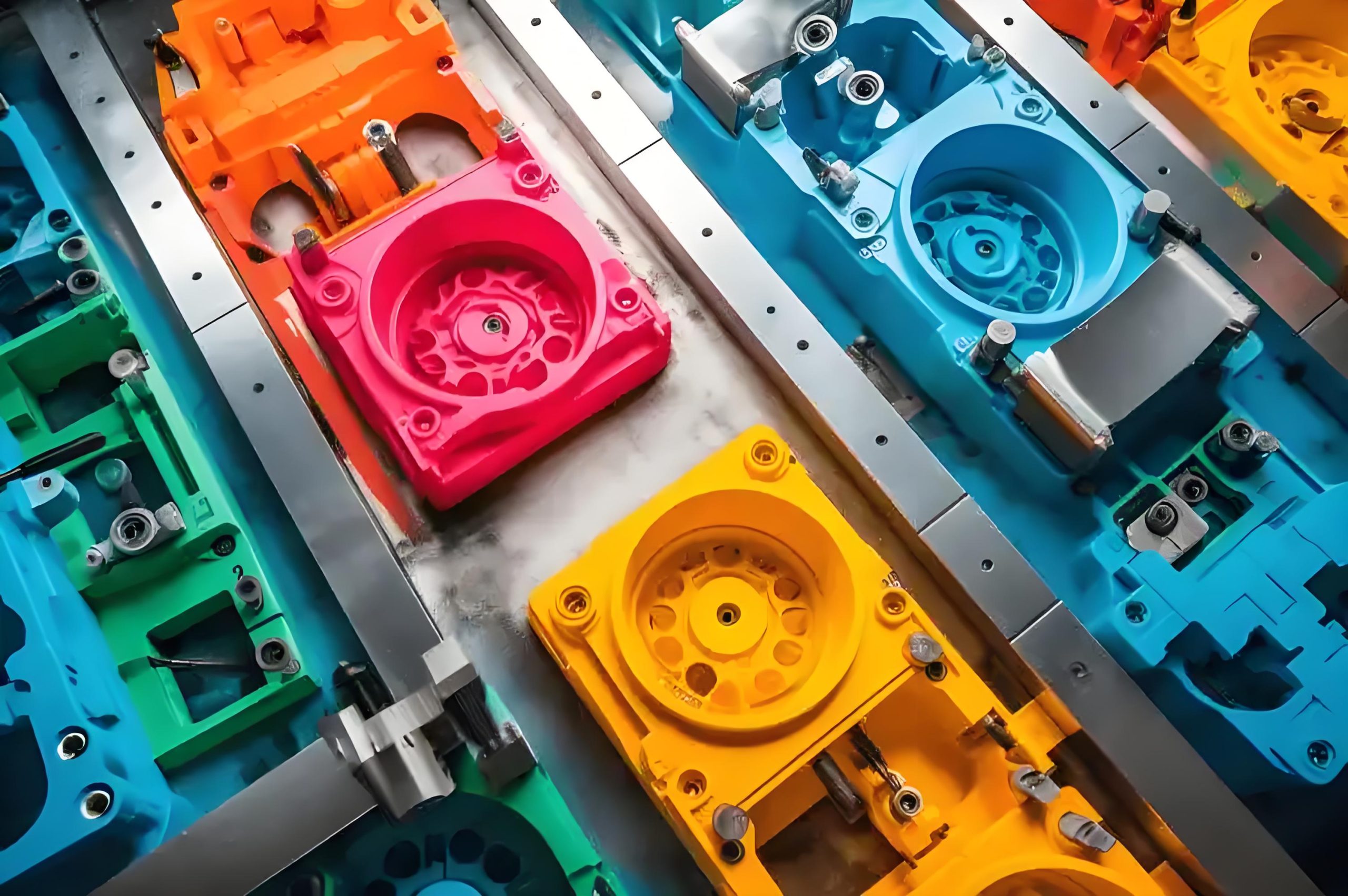
Two-color Molded Components
Parts demonstrating precise color boundaries and strong material bonding
Two-color Molding Process
Stage 1: First Material Injection
Stage 2: Mold Rotation
Stage 3: Second Material Injection
Thin-wall Injection Molding Technology
Thin-wall Injection Molding Technology specializes in producing plastic parts with extremely thin wall sections, typically defined as parts where the wall thickness is 0.5mm or less, while maintaining large overall dimensions. This advanced technique offers significant advantages in terms of material reduction, weight savings, and faster production cycles, making it ideal for applications such as packaging, consumer electronics, and medical devices.
The key challenge in thin-wall molding is ensuring complete filling of the mold cavity before the material cools and solidifies. This requires high injection speeds – often 500 mm/sec or higher – and precise control of the injection pressure profile. Specialized machinery with high-performance hydraulic or electric injection systems is necessary to achieve these rapid injection rates while maintaining accuracy.
Mold design for thin-wall applications is particularly critical. The mold must incorporate large, properly positioned gates to allow rapid filling without excessive pressure drop. Runner systems are often minimized or eliminated through the use of hot runner technology, which reduces pressure loss and material waste. Cooling channels must be strategically placed to ensure uniform cooling despite the thin walls, often requiring conformal cooling techniques that follow the part geometry.
Material selection plays a crucial role in thin-wall molding, with materials chosen for their high flow properties. Amorphous polymers such as ABS and polycarbonate are commonly used, as they typically offer better flow characteristics than semi-crystalline materials. Additives can sometimes be used to improve flow properties, though this must be balanced against any negative impact on mechanical properties.
The process parameters in thin-wall molding are carefully optimized to balance filling speed against the risk of material degradation. High shear rates associated with rapid injection can cause localized heating, potentially leading to material breakdown. Advanced machine control systems monitor and adjust parameters in real-time to prevent this while ensuring complete filling.
One of the primary benefits of thin-wall molding is the significant reduction in cycle time, often by 50% or more compared to conventional molding of thicker parts. This is because the thin walls cool much more quickly than thicker sections, reducing the cooling phase of the cycle which often represents the largest portion of total cycle time.
Applications of thin-wall molding include food packaging, electronic device housings, medical diagnostic components, and automotive interior parts. In each case, the technology enables lighter weight parts with reduced material usage while maintaining functional performance.
Quality control in thin-wall molding focuses on ensuring consistent wall thickness, complete filling of all features, and absence of defects such as warpage or sink marks. Given the thin cross-sections, even minor defects can significantly impact part performance, making robust process control essential.
The principles of thin-wall molding, which focus on high-speed, controlled filling of complex geometries with minimal material, share similarities with advanced metal injection molding techniques used to produce intricate metal components with fine features. Both technologies demonstrate how precise process control can push the boundaries of material forming.
Advancements in thin-wall molding continue to push the limits of how thin walls can be while maintaining part functionality. Recent developments include micro-thin wall molding with wall sections as thin as 0.1mm, enabled by ultra-high-speed injection systems and advanced mold materials that can withstand the associated pressures.

Thin-wall Components
Parts demonstrating extremely thin wall sections while maintaining structural integrity
Cycle Time Comparison
Applications Across Industries
Medical Industry
Precision components for diagnostic equipment, surgical instruments, and medical devices requiring exceptional dimensional accuracy and material purity, often utilizing both advanced plastic molding and metal injection molding techniques.Related Hydraulic Spare Parts.
Automotive
Lightweight structural components, interior trim with high-gloss finishes, and complex sensor housings that benefit from multi-stage and two-color molding technologies for improved performance and aesthetics.Electronic shelf labels.
Electronics
Thin-wall housings for mobile devices, transparent covers for displays, and precision components for microelectronics that demand the highest levels of precision and surface quality.Optical Transceiver.