Injection Molding Defects and Solutions
A comprehensive guide to identifying, troubleshooting, and resolving common issues in injection molding of plastics processes and products
Table of Contents
Introduction to Injection Molding
Injection molding of plastics is a complex manufacturing process that transforms plastic pellets into a wide range of products through the application of heat and pressure. Despite its widespread use and technological advancements, various defects can occur during production, affecting both the appearance and functionality of the final products.
This guide provides detailed insights into the most common defects encountered in injection molding of plastics, their root causes, and proven solutions. By understanding these issues and implementing the recommended corrective actions, manufacturers can significantly improve product quality, reduce waste, and increase production efficiency in their injection molding of plastics operations.
The following sections address defects categorized into two main groups: those affecting the final product and those occurring during the molding process itself. Each entry includes comprehensive information to help identify, troubleshoot, and prevent these issues in injection molding of plastics processes.
Injection Molding Product Defects and Solutions
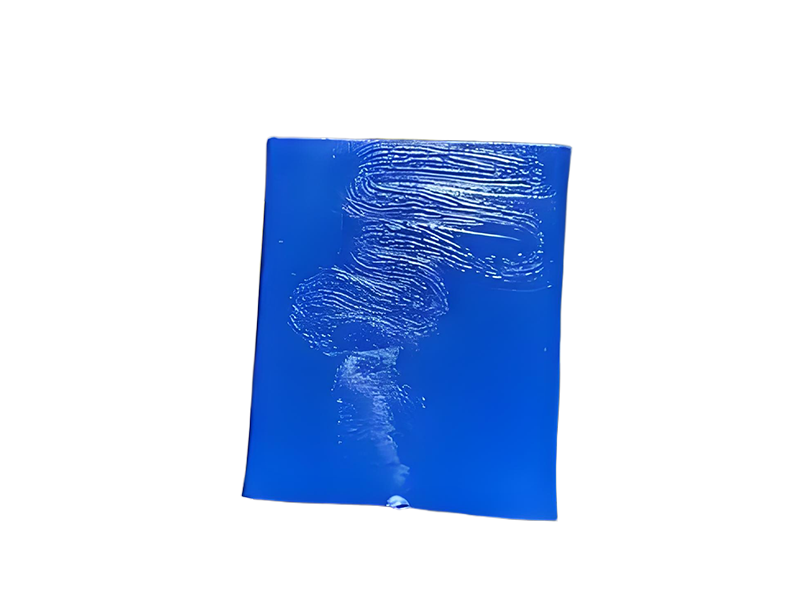
Flow Lines
Flow lines are visible streaks, lines, or patterns that appear on the surface of a molded part, typically following the path of the molten plastic as it flows into the mold cavity. These defects are particularly common in injection molding of plastics—a key aspect in 3d printing vs injection molding—where complex part geometries are involved.
Causes
- Low injection speed or pressure
- Uneven cooling of the molten plastic
- Sharp corners or sudden changes in part thickness
- Excessive distance from the gate to the furthest point of the cavity
- Inconsistent melt temperature in injection molding of plastics processes
- Insufficient mold temperature
Solutions
- Increase injection speed and pressure to ensure consistent flow
- Raise mold temperature to slow down cooling during filling
- Adjust melt temperature to improve flow characteristics in injection molding of plastics
- Redesign part to include gradual transitions between thicknesses
- Relocate or add additional gates to reduce flow distance
- Polish the mold surface to reduce friction and improve flow
- Use a material with better flow properties for injection molding of plastics
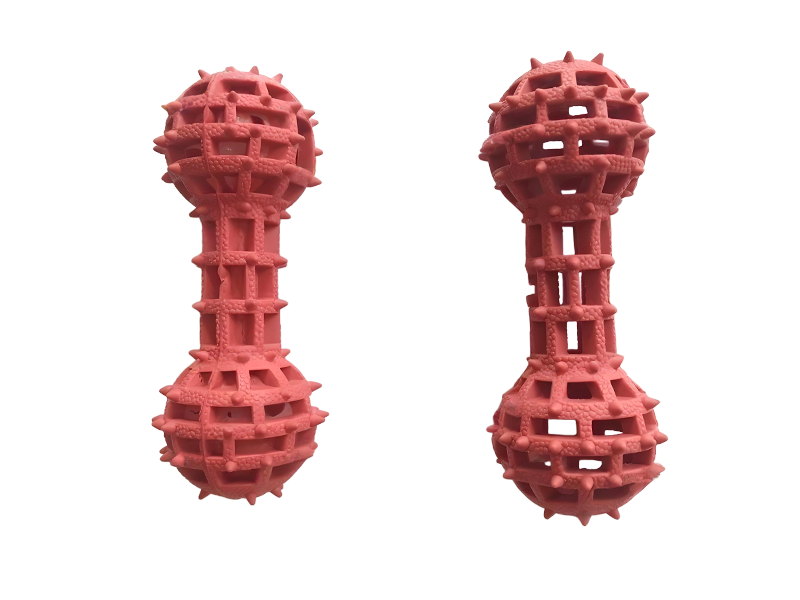
Short Shots
A short shot occurs when the molten plastic does not completely fill the mold cavity, resulting in an incomplete part. This is one of the most common defects in injection molding of plastics and can range from minor imperfections to completely unusable parts.
Causes
- Insufficient injection pressure or volume
- Inadequate melt temperature causing poor flow
- Clogged or improperly sized gates or runners
- Excessive mold temperature leading to premature cooling
- Material shortages in the injection unit
- Air entrapment preventing complete filling
- High mold closing force causing flash that diverts material
Solutions
- Increase injection pressure and extend injection time
- Raise melt temperature to improve flow in injection molding of plastics
- Check and clean nozzles, gates, and runners to ensure unobstructed flow
- Adjust mold temperature to optimize cooling rate
- Verify material supply and feeding system functionality
- Modify mold design to improve venting for injection molding of plastics
- Consider redesigning part with more uniform wall thickness
- Adjust injection speed profile to prevent air entrapment

Warping
Warping refers to the deformation of a molded part after it is ejected from the mold, resulting in a part that is not dimensionally stable or does not meet design specifications. This defect can significantly affect part functionality in injection molding of plastics applications.
Causes
- Uneven cooling rates across different sections of the part
- Residual stresses from uneven melt flow or packing
- Inconsistent wall thickness in part design
- Improper ejection causing deformation
- Inadequate holding pressure or time in injection molding of plastics
- Material shrinkage variations due to uneven cooling
- Incorrect mold temperature distribution
Solutions
- Optimize mold cooling system to ensure uniform cooling
- Adjust holding pressure and time to reduce residual stresses
- Redesign part with more uniform wall thickness where possible
- Modify ejection system to distribute forces evenly
- Use mold temperature control to balance cooling rates
- Consider annealing parts after molding to relieve stresses
- Adjust injection speed to ensure uniform melt flow
- Select materials with lower shrinkage rates for injection molding of plastics

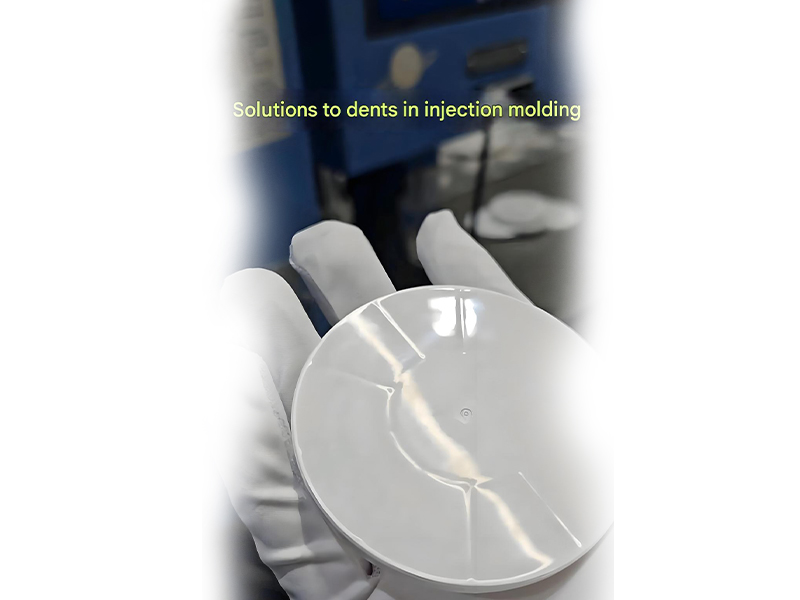
Sink Marks
Sink marks are depressions or indentations on the surface of a molded part, typically occurring opposite thick sections or ribs. These cosmetic defects are common in injection molding of plastics and can affect both appearance and structural integrity.
Causes
- Uneven material distribution due to varying wall thickness
- Insufficient packing pressure or time
- Rapid cooling of the surface while inner material shrinks
- Excessive melt temperature causing increased shrinkage
- Inadequate mold temperature leading to premature skin formation
- Poor gate location relative to thick sections
- Material shrinkage characteristics in injection molding of plastics
Solutions
- Increase packing pressure and extend packing time
- Redesign part to reduce thickness variations and use gradual transitions
- Place gates close to thick sections to ensure proper packing
- Optimize mold temperature to control cooling rate
- Adjust melt temperature to minimize excessive shrinkage
- Use material with lower shrinkage rates for injection molding of plastics
- Add ribs or gussets to support thick sections
- Implement a holding pressure profile that gradually decreases
Flash (or Burrs)
Flash, also known as burrs, is excess plastic that escapes from the mold cavity through the parting line or around ejection pins. This defect is particularly problematic in injection molding of plastics as it requires additional processing to remove and can indicate mold wear.
Causes
- Insufficient clamping force to keep mold halves tightly closed
- Worn or damaged mold components, particularly at the parting line
- Excessive injection or packing pressure
- Misalignment of mold halves
- Dirty or contaminated mold surfaces preventing proper sealing
- Excessive melt temperature reducing viscosity
- Uneven pressure distribution in injection molding of plastics
Solutions
- Increase clamping force to ensure proper mold sealing
- Inspect and repair worn mold components and parting lines
- Reduce injection and packing pressure to prevent material escape
- Realign mold halves to ensure proper closure
- Implement thorough mold cleaning procedures
- Adjust melt temperature to optimize viscosity
- Check for and remove any debris between mold surfaces
- Consider redesigning mold with better sealing surfaces for injection molding of plastics
Injection Molding Process Defects and Solutions
Burn Marks
Burn marks appear as dark discoloration or charring on the surface of molded parts, often at the last filling point of the mold cavity. These defects in injection molding of plastics and metal injection molding services are typically caused by the degradation of material due to excessive heat.
Causes
- Trapped air that becomes compressed and heated to ignition point
- Excessive melt temperature causing material degradation
- Overheating due to prolonged residence time in the barrel
- Inadequate mold venting in injection molding of plastics
- High injection speed forcing air into small cavities
- Contamination in the material causing chemical reactions
- Sharp corners or restrictive flow paths creating friction heat
Solutions
- Improve mold venting to allow air escape during filling
- Reduce melt temperature to prevent material degradation
- Adjust injection speed profile to reduce air entrapment
- Shorten residence time in the barrel for injection molding of plastics
- Reduce back pressure to minimize shear heating
- Polish mold surfaces to reduce friction and hot spots
- Modify part design to eliminate sharp corners and restrictive areas
- Ensure proper material drying and handling to prevent contamination

Air Traps
Air traps occur when pockets of air become trapped in the mold cavity during the filling phase, preventing complete filling and causing various surface defects. Proper venting is critical in injection molding of plastics to avoid these issues.
Causes
- Inadequate mold venting in areas where air would naturally collect
- Excessive injection speed that doesn't allow air to escape
- Part geometry with enclosed sections or multiple flow fronts
- Improper gate location creating converging flow paths
- High viscosity material that doesn't allow air displacement
- Insufficient melt temperature increasing viscosity
- Multiple flow fronts that meet and trap air between them
Solutions
- Add or enlarge vents at locations where air becomes trapped
- Adjust injection speed profile to allow air escape
- Relocate gates to change flow paths in injection molding of plastics
- Modify part design to eliminate enclosed sections where possible
- Increase melt temperature to reduce viscosity
- Use sequential valve gating to control flow front progression
- Reduce injection pressure to slow filling in critical areas
- Implement vacuum venting for complex geometries in injection molding of plastics
Jetting
Jetting is a defect where the molten plastic shoots through the gate into the mold cavity in a narrow stream before spreading to fill the cavity, creating a visible flow pattern and potential weak points. This is a common issue in injection molding of plastics with large or thin-walled parts.
Causes
- Excessive injection speed at the start of the filling phase
- Low mold temperature causing rapid cooling of the jet
- Small gate size relative to flow path or material viscosity
- Long distance between gate and first obstruction in the cavity
- Low melt temperature increasing material viscosity
- Insufficient resistance at the gate to properly spread the flow
- Direct gate into a large, open cavity in injection molding of plastics
Solutions
- Implement a slower initial injection speed to prevent jet formation
- Increase mold temperature to reduce cooling rate of the molten plastic
- Enlarge gate size or use a different gate type to improve flow distribution
- Rearrange gate location closer to a wall or obstruction
- Increase melt temperature to reduce viscosity in injection molding of plastics
- Add a flow deflector in the mold to disrupt the jet
- Use a hot runner system to maintain material temperature
- Implement a two-stage injection profile with slow start followed by faster filling

Voids or Bubbles
Voids (internal) and bubbles (surface) are hollow spaces within the molded part caused by trapped gas or shrinkage. These defects can compromise structural integrity in injection molding of plastics applications where strength is critical.
Causes
- Trapped air or gases from material decomposition
- Moisture in the plastic material causing steam pockets
- Inadequate packing pressure allowing shrinkage voids
- Rapid cooling of the surface while inner material shrinks
- Excessive melt temperature causing material degradation
- Poor venting in thick sections of the mold
- Insufficient drying of hygroscopic materials for injection molding of plastics
Solutions
- Improve material drying processes, especially for hygroscopic resins
- Increase packing pressure and extend packing time
- Optimize injection speed to prevent air entrapment
- Add vents in thick sections to release trapped gases
- Adjust melt temperature to prevent material degradation
- Ensure proper venting in injection molding of plastics tools
- Modify part design to reduce thick sections where possible
- Use a holding pressure profile that maintains pressure during cooling
- Check for and eliminate sources of contamination in the material

Delamination
Delamination occurs when the surface of the molded part separates into layers, creating a flaky or peeling appearance. This defect in injection molding of plastics indicates poor bonding between material layers, often caused by contamination or processing issues.
Causes
- Contamination of the plastic material with foreign substances
- Moisture in the material causing steam pockets between layers
- Incompatible materials or resin blends
- Excessive melt temperature causing material degradation
- Low injection pressure preventing proper layer bonding
- Residue from mold release agents on the mold surface
- Inadequate mixing of material in the barrel during injection molding of plastics
Solutions
- Improve material handling and storage to prevent contamination
- Ensure proper drying of materials before processing
- Verify material compatibility when using blends
- Adjust melt temperature to prevent degradation
- Increase injection pressure to improve layer bonding
- Reduce or eliminate use of mold release agents
- Clean the mold thoroughly to remove any residue
- Adjust screw speed and back pressure to improve mixing
- Check for and repair any material feeder issues in injection molding of plastics equipment
Injection Molding Defect Troubleshooting Flowchart
This flowchart provides a quick reference for identifying common issues in injection molding of plastics and determining potential solutions based on visual characteristics.
Preventive Measures for Injection Molding Defects
While troubleshooting individual defects is essential, implementing preventive measures can significantly reduce the occurrence of quality issues in injection molding of plastics. A proactive approach saves time, reduces waste, and improves overall production efficiency.
Process Optimization
- Implement scientific molding principles
- Establish and maintain process parameters
- Regularly calibrate equipment for injection molding of plastics
- Monitor and control material drying conditions
- Develop standardized operating procedures
Mold Maintenance
- Implement regular cleaning schedules
- Inspect for wear and damage regularly
- Maintain proper cooling channel functionality
- Ensure proper alignment of mold components
- Verify venting effectiveness in injection molding of plastics tools
Quality Control
- Implement statistical process control
- Establish incoming material inspection
- Develop standardized defect classification
- Train operators in defect recognition
- Document and analyze defect trends in injection molding of plastics Optical Transceiver
Conclusion
Successful injection molding of plastics requires a thorough understanding of both product and process defects, their root causes, and effective solutions. By implementing the strategies outlined in this guide, manufacturers can significantly improve product quality and production efficiency.Electronic shelf labels.
Remember that each injection molding of plastics application is unique, and solutions may need to be adapted to specific materials, part designs, and equipment. A systematic approach to troubleshooting, combined with preventive measures, will yield the best results in maintaining consistent quality in injection molding of plastics operations.Related Hydraulic Spare Parts.
Continuous learning and process improvement are key to mastering the complexities of injection molding of plastics and minimizing defects in production. Related Lithium Battery Manufacturing.