Plastics and Injection Molding Principles
A comprehensive guide to the fundamental principles, processes, and characteristics of plastics in manufacturing, with a focus on injection molding technology.
1. Plastic Molding Characteristics
The unique properties of plastics that enable their transformation into various shapes through processes like plastics injection molding are collectively known as their molding characteristics. These properties determine how a plastic material will behave during processing, influence the design of molds, and affect the quality of the final product in injection molding applications. Understanding these characteristics is essential for optimizing manufacturing parameters and ensuring consistent results in injection molding processes.
1.1 Plastic Categories and Their Properties
Plastics can be categorized into several main groups based on their chemical structure, thermal behavior, and mechanical properties, each with distinct characteristics that make them suitable for specific injection molding applications.
Thermoplastics
Thermoplastics are polymers that soften when heated and harden when cooled, a process that can be repeated multiple times without significant degradation. This recyclable nature makes them highly suitable for injection molding, as they can be melted, injected into molds, and solidified repeatedly. Common thermoplastics used in injection molding include:
- Polyethylene (PE): Known for its flexibility, chemical resistance, and low cost. Used in injection molding for containers, bottles, and flexible parts.
- Polypropylene (PP): Offers excellent fatigue resistance and chemical resistance. Widely used in injection molding for automotive parts, packaging, and consumer goods.
- Polystyrene (PS): Provides good clarity and rigidity. Commonly used in injection molding for disposable cutlery, CD cases, and packaging.
- Polyvinyl Chloride (PVC): Available in rigid and flexible forms, with good chemical resistance. Used in injection molding for pipes, fittings, and medical devices.
- Acrylonitrile Butadiene Styrene (ABS): Combines strength, rigidity, and impact resistance. Popular in injection molding for electronic housings, toys, and automotive components.
Thermosetting Plastics
Thermosetting plastics (thermosets) undergo a chemical reaction during processing that permanently sets their shape. Unlike thermoplastics, they cannot be re-melted or reshaped after curing, which affects their suitability for certain injection molding processes. However, they offer superior heat resistance and dimensional stability, making them valuable in specialized injection molding applications:
- Epoxies: Known for strong adhesion, chemical resistance, and electrical insulation properties. Used in injection molding for electrical components and structural parts.
- Phenolics: Offer excellent heat resistance and low cost. Utilized in injection molding for handles, electrical parts, and molded composites.
- Polyurethanes: Available in various forms from rigid to flexible. Used in injection molding for gaskets, seals, and cushioning components.
Elastomers
Elastomers are rubber-like polymers with high elasticity, allowing them to return to their original shape after deformation. While not all elastomers are processed using injection molding, many can be efficiently produced with this method:
- Natural Rubber: Offers high elasticity and resilience. Used in injection molding for tires and seals.
- Synthetic Rubbers (EPDM, Silicone): Provide specialized properties like heat resistance or chemical resistance. Utilized in injection molding for automotive seals and medical devices.

Key Properties Influencing Injection Molding
Melt Flow Index (MFI)
Measures a material's viscosity in its molten state, critical for determining injection pressure and flow in injection molding processes.
Shrinkage Rate
The percentage a plastic contracts during cooling, essential for mold design in injection molding to ensure dimensional accuracy.
Thermal Stability
Determines how well a plastic resists degradation at high temperatures during injection molding processing.
Impact Resistance
Measures a material's ability to withstand sudden force, influencing product durability in injection molding applications.
Chemical Resistance
Determines suitability for products exposed to various chemicals, an important consideration in injection molding material selection.
Material Selection for Injection Molding
The choice of plastic significantly impacts injection molding parameters, tooling design, and final product performance. Engineers must balance material properties with manufacturing requirements to optimize the injection molding process.
1.2 Thermodynamic Changes of Plastics
The thermodynamic behavior of plastics—how they respond to changes in temperature and pressure—is fundamental to understanding their processing in injection molding. These changes govern the transformation of solid plastic pellets into molten material that can fill a mold cavity and then solidify into the desired shape, a process facilitated by the integrated components of an injection molding workbench kit (e.g., heating modules, melt delivery systems, and mold clamping units).
Phase Transitions in Thermoplastics
Thermoplastics exhibit distinct phase transitions that are critical to the injection molding process:
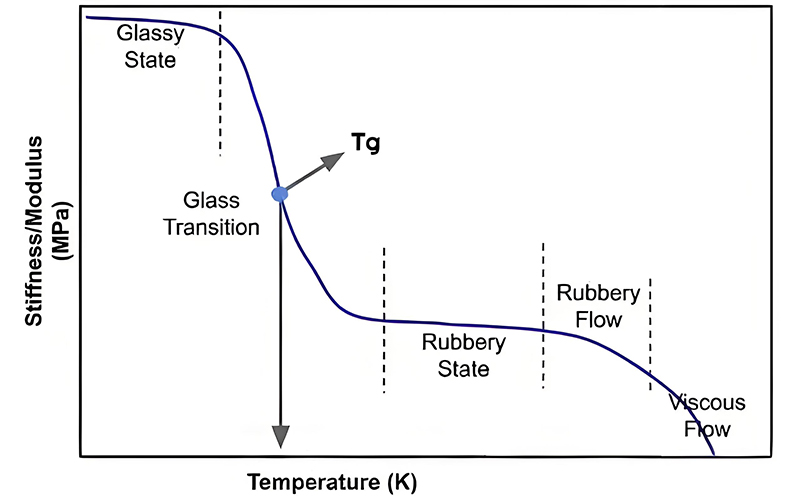
Glass Transition Temperature (Tg)
The temperature at which an amorphous polymer transitions from a hard, glassy state to a rubbery, more flexible state. Below Tg, polymers are rigid and brittle; above Tg, they become more ductile. This transition is crucial in injection molding as it marks the beginning of increased molecular mobility.
For example, polystyrene has a Tg of approximately 100°C, meaning it becomes more malleable above this temperature—an important consideration in setting heating zones in injection molding machines.
Melting Temperature (Tm)
The temperature at which crystalline regions within a polymer melt. Semi-crystalline polymers like polyethylene and polypropylene have distinct melting points, while amorphous polymers like polystyrene and PMMA do not have a true melting point but instead soften gradually.
In injection molding, the barrel temperature must exceed the Tm (for semi-crystalline polymers) or be sufficiently above Tg (for amorphous polymers) to achieve a homogeneous melt suitable for injection.
Heat Transfer in Injection Molding
Heat transfer mechanisms play a critical role in all stages of injection molding:
- Heating in the Barrel: Plastic pellets are heated through conduction from the barrel walls, convection from the rotating screw, and shear heating generated by friction between polymer molecules.
- Cooling in the Mold: Heat is removed from the molten plastic through conduction to the mold, which is typically cooled by water circulation. The rate of cooling affects part quality, with faster cooling often leading to better dimensional stability in injection molding.
The specific heat capacity and thermal conductivity of the plastic determine how much energy is required to heat the material and how quickly it will cool in the mold—key parameters in optimizing injection molding cycle times and energy efficiency.
Viscosity and Shear Rate Relationships
One of the most important thermodynamic properties in injection molding is the relationship between viscosity, temperature, and shear rate:
Shear Thinning Behavior
Most polymers used in injection molding exhibit pseudoplastic behavior, meaning their viscosity decreases as shear rate increases. This is advantageous in injection molding as it allows the material to flow easily into complex mold cavities under high shear conditions, then increase viscosity as shear rates decrease, preventing excessive flow back.
Temperature Dependence
Viscosity decreases with increasing temperature, though the sensitivity varies by material. This relationship is critical in injection molding for controlling flow behavior—materials more sensitive to temperature require precise temperature control in the injection molding machine barrel.
Thermodynamic Considerations in Injection Molding
- Optimal melt temperature balances flowability with thermal degradation risk
- Cooling rate affects crystallinity in semi-crystalline polymers
- Pressure-volume-temperature (PVT) relationships influence part shrinkage
- Proper thermal management reduces cycle times in injection molding
Energy Balance in Injection Molding Processes
The injection molding process involves a continuous energy balance between the heat added to melt the plastic, the mechanical energy input from the screw, and the heat removed during cooling. This balance is critical for maintaining process stability and product consistency in injection molding.
During injection molding, the total energy required to process a plastic includes:
Latent Heat
The energy required to change the phase of the plastic from solid to liquid, particularly significant for semi-crystalline polymers in injection molding.
Sensible Heat
The energy needed to raise the temperature of the plastic from ambient to processing temperature in injection molding.
Shear Energy
The heat generated by friction between polymer molecules and against the barrel walls during injection molding.
Understanding these thermodynamic changes allows engineers to optimize injection molding parameters, reduce cycle times, minimize energy consumption, and improve part quality in injection molding operations.
2. Injection Molding Principles and Process Flow
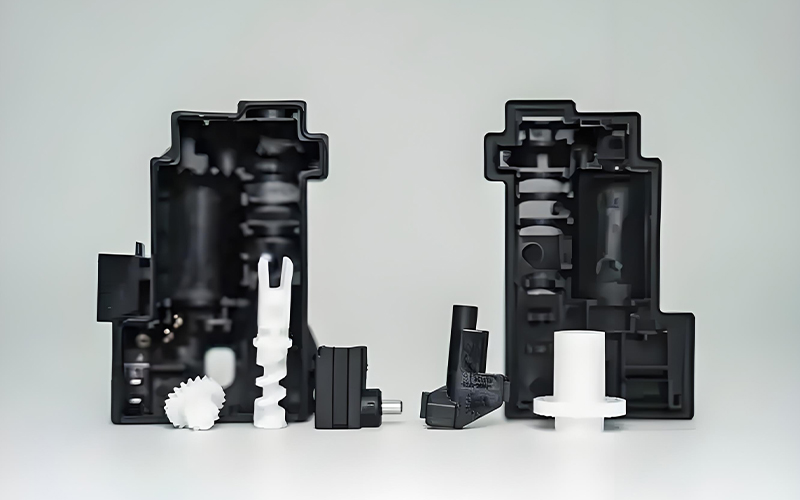
Injection molding is a manufacturing process that produces parts by injecting molten material into a mold. It is one of the most widely used processes for producing plastic parts due to its efficiency, repeatability, and ability to create complex geometries. The injection molding process has evolved significantly since its invention in the late 19th century, becoming a cornerstone of modern manufacturing with applications across virtually every industry.
2.1 Injection Molding Principles
The fundamental principle of injection molding involves the transformation of solid plastic material into a molten state, followed by its introduction into a closed mold cavity where it cools and solidifies into the desired shape. This process leverages the unique thermodynamic properties of plastics, particularly thermoplastics, which can be repeatedly melted and solidified without significant degradation.
The Basic Concept
At its core, injection molding operates on the principle of material flow under pressure. Solid plastic pellets are fed into a heated barrel where they are melted, then forced (injected) into a cooled mold cavity under high pressure. The molten plastic takes the shape of the cavity and solidifies as it cools. Once solidified, the mold opens, and the part is ejected. This cycle can be repeated hundreds of thousands of times for high-volume production in injection molding.
Key Engineering Principles
Fluid Dynamics in Injection Molding
The flow of molten plastic through the injection molding machine nozzle, runner system, and into the mold cavity follows the principles of fluid dynamics. The behavior of the molten plastic (a non-Newtonian fluid) is influenced by temperature, pressure, and shear rate—all critical parameters in injection molding process control.
Heat Transfer
Efficient heat transfer is essential in two key stages of injection molding: heating the plastic to its molten state in the barrel and removing heat from the molten plastic in the mold to facilitate solidification. The rate of heat transfer directly impacts cycle time and part quality in injection molding.
Pressure Distribution
Proper pressure distribution ensures complete filling of the mold cavity and minimizes internal stresses in the final part. Injection pressure must be sufficient to overcome flow resistance but controlled to prevent excessive stress, flash, or mold damage in injection molding.
Material Behavior
Different plastics exhibit unique flow characteristics, shrinkage rates, and thermal properties that must be accounted for in injection molding. Understanding how a specific material responds to processing conditions is essential for producing high-quality parts in injection molding.
Advantages of the Injection Molding Principle
The principles behind injection molding offer several distinct advantages:
- High production efficiency and repeatability in injection molding
- Ability to produce complex geometries with tight tolerances
- Minimal material waste compared to other manufacturing processes
- Capability for automation and integration into production lines
- Wide material compatibility, making injection molding versatile for various applications
Injection Molding Machine Components
The injection molding machine consists of several key components that work together based on these principles:
Injection Unit
Responsible for melting and delivering plastic to the mold, consisting of a hopper, barrel, heater bands, and screw/ram.
Clamping Unit
Holds the mold halves together during injection and opens to eject the finished part in injection molding.
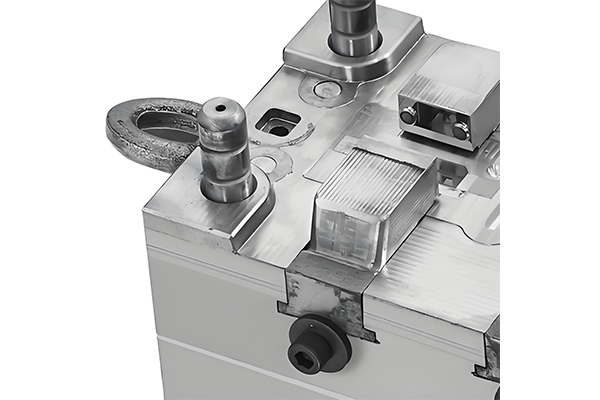
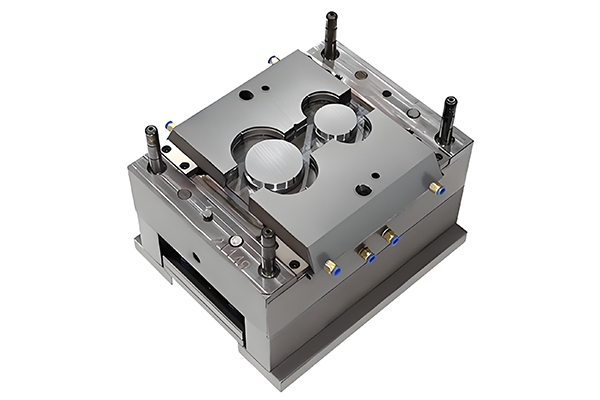
Mold
The tooling that defines the part geometry, typically consisting of two halves with a cavity and core.
Control System
Regulates temperature, pressure, speed, and timing to ensure consistent injection molding process parameters.
Material Transformation Cycle
Solid State: Plastic pellets in their original solid form
Transition: Pellets soften and begin to melt
Molten State: Homogeneous melt ready for injection
Solidification: Melt cools and regains solid form
2.2 Injection Molding Process Flow
The injection molding process consists of several distinct stages that form a repeating cycle. Each stage is critical to the quality of the final part and must be carefully controlled. Modern injection molding machines automate these stages with high precision, ensuring consistency even across millions of cycles.
Clamping
The first stage of the injection molding cycle involves closing and securing the two halves of the mold. The clamping unit applies sufficient force to keep the mold closed during the injection phase, when high pressure will be exerted on the mold surfaces.
The clamping force required depends on several factors in injection molding:
- The projected area of the part(s) being molded
- The injection pressure used
- The flow characteristics of the plastic material
Modern injection molding machines use hydraulic, electric, or hybrid systems to achieve precise clamping force control, with capacities ranging from a few tons for small parts to thousands of tons for large components. Proper clamping is essential to prevent flash (excess plastic leakage) and ensure dimensional accuracy in injection molding.
Injection
During the injection phase of injection molding, the molten plastic is forced from the machine's barrel into the mold cavity. This is typically accomplished using a reciprocating screw that moves forward, acting as a plunger to push the molten material through the nozzle and into the mold.
Key parameters in the injection stage of injection molding include:
Injection Pressure
The force applied to move the molten plastic, typically ranging from 1000 to 20,000 psi in injection molding.
Injection Speed
The rate at which the screw moves forward, affecting how the mold cavity fills in injection molding.
Shot Volume
The amount of material injected, which must match the requirements of the part and runner system in injection molding.
Melt Temperature
The temperature of the plastic during injection, carefully controlled by barrel heaters in injection molding.
The goal of the injection stage in injection molding is to completely fill the mold cavity before the plastic begins to solidify, while avoiding excessive pressure that could damage the mold or create internal stresses in the part.
Packing and Holding
Once the mold cavity is filled, the packing or holding phase begins in injection molding. During this stage, additional material is forced into the mold to compensate for the volumetric shrinkage that occurs as the plastic cools and solidifies.
The packing pressure is typically lower than the injection pressure but is maintained long enough to ensure that the mold remains filled as the plastic begins to harden. This stage is critical in injection molding for:
- Preventing sink marks on the part surface
- Ensuring proper replication of mold details
- Maintaining dimensional stability
- Reducing internal stresses in the finished part
The duration of the holding phase in injection molding depends on the material's cooling rate and the wall thickness of the part. Thicker sections require longer holding times to prevent sink marks as the inner material continues to shrink after the outer layers have solidified.
As the plastic cools and solidifies against the mold walls, a frozen layer forms, gradually reducing the flow path for additional material. The holding pressure is maintained until this frozen layer is thick enough to support the part's structure without additional material.
Cooling
Cooling is one of the most time-consuming stages in the injection molding cycle, often accounting for 50-80% of the total cycle time. During this phase, the molten plastic in the mold cavity loses heat and solidifies into the shape of the cavity.
Molds are designed with cooling channels that circulate water or oil to remove heat efficiently. The design and placement of these channels in injection molding directly impact:
Cycle Time
Efficient cooling reduces production time in injection molding.
Part Quality
Uniform cooling minimizes warpage and internal stresses.
Dimensional Accuracy
Controlled cooling rates ensure consistent part dimensions.
Surface Finish
Proper cooling helps maintain desired surface characteristics.
The cooling time required in injection molding depends on several factors:
- The maximum wall thickness of the part
- The thermal conductivity of the plastic material
- The mold temperature
- The temperature difference between the molten plastic and the mold
Injection molding engineers calculate cooling time using formulas that consider these factors, aiming to minimize cycle time while ensuring the part is sufficiently solidified for ejection without deformation.

Mold Opening and Ejection
Once the plastic has sufficiently cooled and solidified, the mold opens, and the finished part is ejected. This final stage of the injection molding cycle requires careful design to ensure parts are removed without damage.
Ejection systems in injection molding molds typically include:
- Ejector Pins: The most common ejection method, these are round pins that push against the part to release it from the mold.
- Ejector Plates/Rings: Used for large or delicate parts requiring uniform ejection force in injection molding.
- Sleeve Ejectors: Used for cylindrical parts or around bosses and pins in injection molding.
- Air Ejection: Compressed air can assist in releasing parts, often used in conjunction with mechanical ejectors.
Several factors influence ejection in injection molding:
Critical Ejection Considerations
- Part shrinkage creates a tight fit around mold cores, requiring sufficient ejection force
- Undercuts may require complex ejection mechanisms or collapsible cores
- Surface texture affects how easily parts release from the mold
- Ejection marks on visible surfaces must be minimized through careful design
After ejection, the mold closes again, and the injection molding cycle repeats. Modern injection molding machines can achieve cycle times as short as a few seconds for small parts, making the process highly efficient for high-volume production.
Injection Molding Cycle Optimization
The efficiency of the injection molding process depends on optimizing each stage of the cycle to minimize total production time while maintaining part quality. Cycle time reduction is a key focus in injection molding process improvement, as it directly impacts production costs and throughput.
Advanced injection molding machines incorporate adaptive control systems that monitor process variables in real-time and make adjustments to maintain optimal conditions. These systems can compensate for variations in material properties, ambient conditions, and machine performance to ensure consistent results.
Continuous improvement in injection molding process technology, including better heating and cooling systems, more precise pressure control, and advanced material science, continues to expand the capabilities of injection molding, enabling more complex parts, faster production, and broader material options.Optical Transceiver.
Summary of Injection Molding Principles
Injection molding is a sophisticated manufacturing process that transforms plastic materials into complex parts through precise control of temperature, pressure, and timing. Understanding the characteristics of plastic materials and their thermodynamic behavior is essential for optimizing injection molding processes.Electronic shelf labels.
The injection molding process flow—clamping, injection, packing, cooling, and ejection—represents a carefully orchestrated sequence that balances efficiency with part quality. Each stage relies on fundamental engineering principles related to material science, fluid dynamics, and heat transfer.Related Hydraulic Spare Parts.
As technology continues to advance, injection molding remains a cornerstone of modern manufacturing, offering versatility, efficiency, and precision across countless industries from automotive and aerospace to medical devices and consumer products. The ongoing development of new materials, machine technologies, and process controls ensures that injection molding will continue to evolve and meet the changing needs of manufacturers worldwide. Related lithium battery technology.